DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100)mm。
在温度为(20±5)℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30°,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10)mm。
在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。

管段试件尺寸长度为(100±10)mm,将试件放置在低温箱中,降温至(-30±2)℃,并恒温1h,然后取出放置在温度为(20±5)℃的环境下(4~7)h。
与水压供给系统相连接,充水排除空气,然后进行3000次从(0.4±0.1)MPa至 MPa的交变水压试验,每次试验的周期不大于2s。试验后检查内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.13的规定。
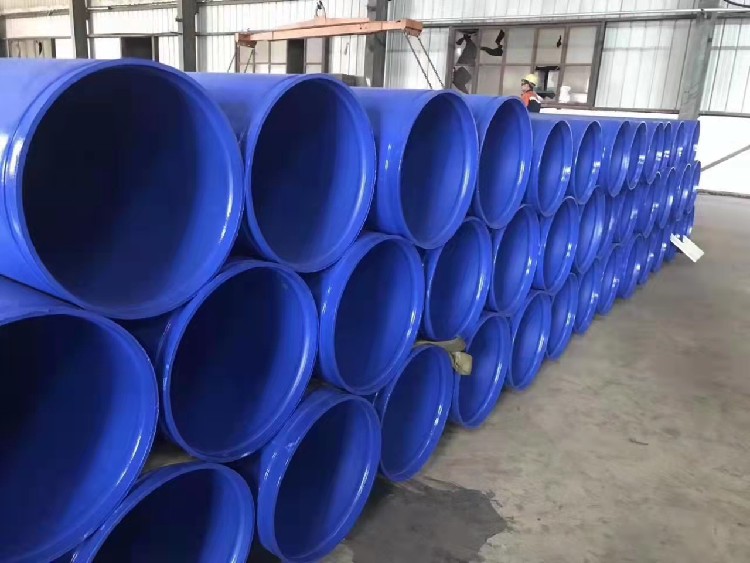
应用领域
1.各种形式的循环水系统(民用循环水、工业循环水),性能优良,防腐年限可达50年。
2.消防供水系统。
3.各建筑的给排水输送(特别适用于宾馆、酒店、高档住宅区的冷、热水系统)。
4.各种化工流体输送(耐酸、碱、盐的腐蚀)。
5.电线电缆的地埋管、过路管。
6.矿山、矿井的通风管、供、排水管 。

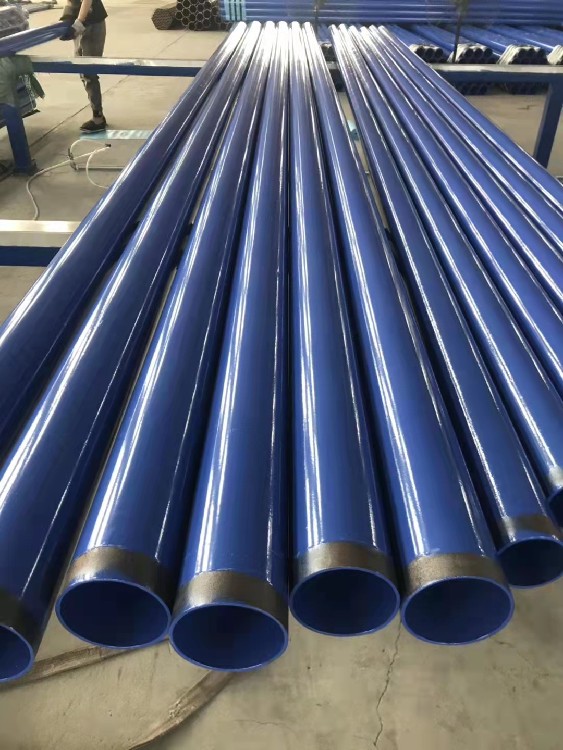
钢带增强钢塑复合管的生产工艺比较复杂。钢带不同于铝带,它几乎没有柔韧性,所以,钢带的成型工艺要求非常高。其次,钢带通常也比铝带较厚,不能采用搭接焊工艺焊接,只能采用精度要求较高的对接焊工艺。较后,即使将钢带加工成完全符合要求的钢管,采用什么样的工艺才能让钢带与PE**结合,又成为钢塑复合管制造的又一难题。国家建设部在2003推出了CJ/T183-2003《钢塑复合压力管标准》(2008年再次修订为CJ/T183-2008标准)。产品:热浸塑钢管
品牌:友庆
型号:可定制
壁厚:6mm
材质:钢塑复合
用途:穿线
长度:可定制
颜色:红色、蓝色
http://u787750.cn.b2b168.com






